| 金属研究所 | 中国科学院 |
 |
| 您现在的位置: 科普讲堂 | 回到首页 |
| “哥伦比亚”号航天飞机空难原因及其材料分析 |
| 2010-10-19 | 【大 中 小】【打印】【关闭】 |
|
美国航天史上曾发生过3起巨大灾难。第一起是1967年1月27日“阿波罗”号飞船升空时爆炸,3名宇航员遇难;第二起是“挑战者”号航天飞机1986年1月28日升空时爆炸,包括1名女教师在内的宇航员全部遇难;第三起是2003年2月1日,“哥伦比亚”号航天飞机在完成16天的太空研究任务后,在返回大气层时突然发生解体,机上7名宇航员全部遇难。空难发生后,由美国宇航局(NASA)支持组成了由材料和工艺工程师及科学家组成的调查组[1]。调查组对飞机残骸进行了原位重组、残骸材料的冶金分析以及模拟试验,分析了航天飞机爆炸的原因。“哥伦比亚”号航天飞机的爆炸,震惊了世人,同时也引起了人们对材料的关注,从材料分析揭开了“哥伦比亚”空难之谜。 1 “哥伦比亚”号航天飞机残骸材料的冶金分析 “哥伦比亚”号航天飞机1981年4月12日首次发射升空,是美国资格最老的航天飞机。“哥伦比亚”号机舱长18m,舱内能装运36 t重的货物,外形像一架大三角翼飞机;
机尾装有3个主发动机和1个巨大的推进剂外贮箱,里面装有几百t重的液氧、液氢燃料,它附在机身腹部,供给航天飞机燃料进入太空轨道;外贮箱两边各有1枚巨型固体燃料助推火箭。整个组合装置重约2 000 t。
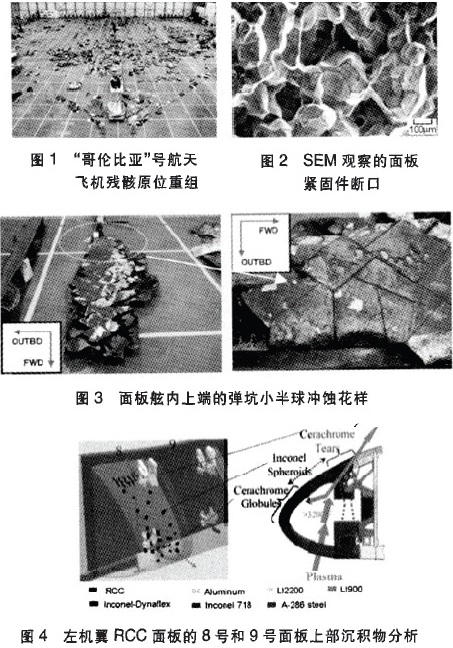
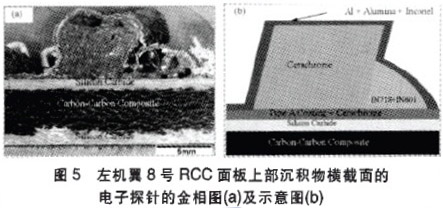
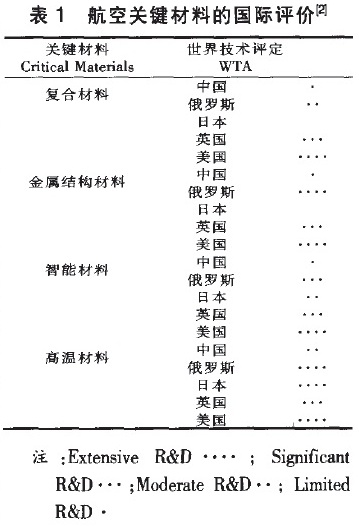
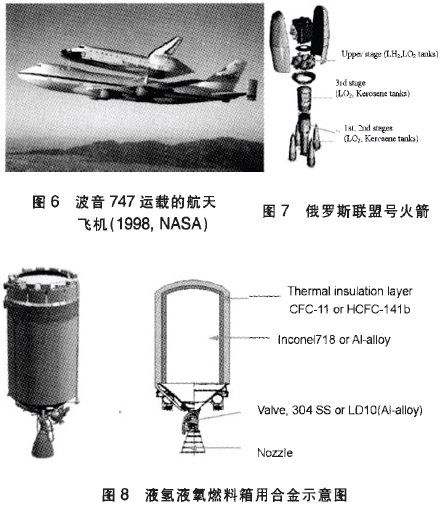
2003年2月1日,“哥伦比亚”号在完成为期16天的科学实验任务后,在返航途中解体,7名宇航员丧生。灾难发生后,为了查清原因,首先由NASA支持组成了调查组,目的是对从得克萨斯州和路易斯安纳州收集来的8.4万片大约38%飞机残骸重新按原位组装(如图l所示),提供实际数据进行分析,通过分析和再现的模拟试验来证实事故产生的原因[l]。调查组根据以下的检查分析结果以期作出判断:残骸的清洗和评估、热分析,以寻找航天飞机爆炸的起源;对各种材料的冶金分析,如Inconel、Al合金、不锈钢、C,C复合材料的X一射线和断口分析;机翼上的传感器和录音机的结果。在检查残骸时发现,连接上下翼展面板的钢紧固件表现出沿晶断裂的脆性断口,如图2所示。图3为中间体面板舷内上端的弹坑小半球冲蚀花样,表明该处发生很高的局部过热和大量的沉积物。在机翼前缘3个部分,重点研究了子系统面板隔热瓦、碳/碳复合材料(RCC)面板和机翼构件。在这个区域主要分析左机翼前的8号和9号面板附近沉积物成分和观察X射线显示的花样。分析结果指出,高温离子流是从RCC面板内侧缝隙穿过上下面板进入,如图4所示。
用SEM/EDS光电子能谱分析,得出沉积物的化学成分是Fe、Al、Ni、Nb和C。由这些成分虽然不能明确确定是什么合金,但是它们与2000系铝合金、Inconel 601、Inconel718以及面板与绝缘体有关。图5为左机翼8号RCC面板上部沉积物横截面的电子探针分析的金相图(a)及示意图(b)。隔热瓦上陶瓷的内表面上也发现该类沉积物,而其它部位完好,说明沉积物是从隔热瓦的内侧向外喷出的。经过X射线鉴定,矿渣为高温转变的多铝红柱石,其形成温度为1 100℃;并在RCC面板试样上发现有Fe、Ni、Al等,这是由于左机翼RCC的8号面板横梁及翼展支撑材料是2024铝合金、Inconel 718合金,桅杆是A 286合金。
“哥伦比亚”号航天飞机残骸材料分析的结果,与肉眼判断以及飞行录音机记录的异常解释是一致的。左机翼隔热瓦受损是“哥伦比亚”航天飞机解体的主要原因。航天飞机共有2万多块隔热瓦。如果隔热瓦松动、损坏或丢失,将改变航天飞机的空气动力学结构,再人大气层中遇到高温会使航天飞机的温度超过承受极限而导致破裂和爆炸。调查组收集到的分析数据指出:一个很大的热事件发生在靠近左机翼前缘的8号和9号面板下半部裂缝处,一种叫作Cerachrome的沉积融熔渣显示该处温度超过1 649℃,可熔化掉金属支撑结构材料,冲蚀隔热瓦和RCC面板材料,烧坏起落架,使航天飞机失稳而最终爆炸。那么,这条裂缝是从哪里来的呢?原来在“哥伦比亚”号航天飞机升空时,就有人报告从外储存的燃料箱左侧双脚架处,掉下了一块冷冻的隔热泡沫砸到左翼碳/碳复合材料面板下半部附近,造成裂缝。因此,材料分析结果认为:在再人大气层过程中,高温热离子流穿过此处,使机翼铝合金、铁基合金、镍基合金结构熔化,导致航天飞机失控、机翼破坏和机体解体。在美国得克萨斯州的一个实验室所进行的1次模拟实验中,1个航天飞机机翼的复制品被泡沫隔热材料高速撞击后,留下1道裂缝。这一实验结果为“哥伦比亚”号航天飞机失事提供了最强有力的新证据。
2 通用关键材料——航空、航天与核动力、装备机械材料
2.1 航空材料
航空材料反映了结构材料发展的前沿,代表了一个国家结构材料技术的水平。航空材料的特点是轻质、高强、高可靠性。航空关键材料表现为高性能的树脂基和碳基复合材料,高、低温铁基、镍基合金和轻质铝合金等。碳纤维增强复合材料用于飞行器,可以降低其重量。大力发展高比强、高比模、抗腐蚀、耐高低温的多功能结构材料,可以实现结构减重。提高材料制备技术,可以降低制造成本和维护成本。航空发动机主要材料有铝合金、钛合金、铁基和镍基合金以及各类高温复合材料及智能材料等。表1为航空关键材料的国际评价闭。
2.2 航天材料
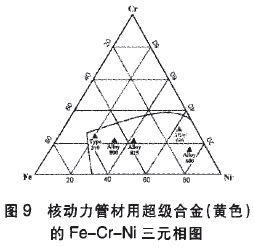
火箭、导弹和卫星的种类很多,根据它们各自的需求不同,所用材料的选择是非常苛刻的。有些要求能抗高温、抗高压,如发动机推进剂药柱燃烧时会产生3 000 cC以上的高温、高压以及瞬时产生2 500℃的温差热冲击,这就要求发动机的材料具有耐高温、高压的性能。有的导弹的选材则有必须能够随巨大的水下载荷,同时还要具有隐身性能好、抗干扰性强、可耐受恶劣环境等特点。有的火箭使用液氢、液氧作推进剂,这样火箭储存箱的材料就需要能够承受超低温,还要抗腐蚀。液氢液氧发动机具有推力大、能量密度大、无毒害、无污染的优点,提高了发动机的操作性、可靠性和可维护性。图6和图7分别为采用液氢液氧推进的航天飞机和俄罗斯联盟号火箭。航天飞机由波音747飞机运载升空后,用大型的装有LH:及L0:燃料箱供给入轨用的3台发动机。长征CZ一3X火箭首次使用L0/LH:发动机,要求低温材料具有高比强度和良好的低温韧性,常用的有奥氏体不锈钢、铝合金、铁基和镍基合金、钛合金等,如图8所示。再如“哥伦比亚”号航天飞机的机翼是用蜂窝结构的2024铝合金制成的,而螺栓是用IN 1718和A 286合金制成的。
2.3 核动力材料
目前世界上核电站常用的反应堆有压水堆、沸水堆、重水堆和改进型气冷堆以及快堆等,但应用最广泛的是压水堆。核动力材料的特点是尺寸大、品种多、要求高。压水堆由压力容器和堆芯两部分组成。压力容器是一个密封的、又厚又重的、高达数十米的圆筒形大钢壳,所用的钢材耐高温、耐高压、耐腐蚀,用来推动汽轮机转动的高温高压蒸汽就是在这里产生的。汽轮机的叶片和盘材多是金属材料。所需高端关键材料除了钛合金外,还有压水堆蒸汽发生器用的传热管管材及管支撑材料。反应堆壳体材料要求在350℃、180大气压下承受高通量密度的中子和γ射线辐照,采用Cr—Ni—Mo、Cr—Mo—V及Mn—Mo系低合金高强度钢。蒸汽发生器是核动力装置中的核安全一级设备。国外核动力装置运行经验表明,蒸汽发生器传热管事故占整个装置事故率50%以上。因此,核动力装置蒸发器传热管的材料为世界各国所关注,先后经历了奥氏体不锈钢、Inconel 600合金管、Inconel 800合金管以及最近采用的抗应力腐蚀性能更好的Inconel 690合金管。图9为核动力蒸发器用管材超级合金。Inconel718可用作飞机喷气发动机的涡轮盘材料、低温结构材料,同时又是应用最广泛的高温合金,占美国整个高温合金产量的35%。其用途比较广,从发动机的旋转部件和静止部件到高强度螺栓和紧固件,以及核反应堆和宇宙飞船用的部件。
2.4 装备机械材料
高性能钢铁材料是应用最广泛的结构材料。建筑、机械、汽车、造船、铁道、石油、家电和集装箱八大行业用去钢铁的95%以上。以汽车为例,到2003年为止,我国汽车保有量为2 421万辆,比2002年增长13%。钢材是工业用量最大的传统材料。预计2005年,我国的汽车用钢量将达到565万t;2010年汽车用钢材的需求量将达到727万t。
21世纪钢铁材料仍是主要的结构材料,我国的钢铁工业还有很大的发展潜力[3,4]。水电和火电能源机械装备、石油化工机械装备、油气输送管线、大型储存容器、船舶舰艇、高速铁路和公路等国民经济的各个部门都需要高性能、长寿命和低成本的新型钢铁材料。
3 材料制备工艺的重要性——可视化铸造技术
材料制备工艺已成为一门重要的现代科学,它不仅是传统材料提升性能的重要措施,也是新材料转化为商品的关键。正在迅速发展的无余量加工、激光及粒子束加工以及未来的智能加工系统都将极大地促进新材料的应用及制造业的发展。为加速新材料由研究到应用的进程,必须强调对使用行为导向的合成/力口工过程的研究圈。美国人已认识到由于历来只重视新材料性能的研究,忽视加工等生产技术的研究,使其在许多制造业部门落后于日本及欧洲,失去了一个又一个的市场优势。在材料科学与工程中,除了理论和实践外,计算机模拟已经成为处理实际问题的第三种有效的手段和方法。铸造大型或精密的、高附加值的设备和机器时,运用材料制备工艺的计算机模拟技术,设计出优化的浇注系统,对提高产品质量、稳定生产工艺、提高成品的性能/价格比起着极其重要的作用。发展我国急需的、量大面广的模拟软件,开展多尺度材料制备工艺计算机模拟技术是当务之急。我国铸件产量从2001年起连续3年位居世界第一,正逐渐成为世界的铸造基地。2001年铸件产量1 488万t,2002年达到1 626万t,2003年达到1 800万t,年产值为l 000亿元以上。但是由于工艺技术落后,大部分铸造生产依赖经验,特别是浇注系统设计一直沿用几十年前的技术。铸件生产能耗高、原材料消耗高、废品率高、工艺出品率低,特别是大型铸件集中表现为加工余量大和“三孔一裂”(即气孔、渣孔、缩孔和裂纹)缺陷。据统计,我国制造业铸件生产过程中材料和能源的投入约占产值的55%~70%,每生产1 t合格铸铁件的能耗为550~700 kg标煤,国外为300~400 kg标煤;生产1t合格铸钢件的能耗为800~1 000 kg标煤,国外为500~800蚝标煤。我国铸件重量比国外平均重10%一20%,加工余量大1~3倍以上。我国铸钢件工艺出品率平均为50%,国外达70%。根本出路是用新技术,大力开展可视化铸造技术,提高铸件质量,节能降耗,减少环境资源压力,提高铸件合格率和工艺出品率,减少加工余量,实现近终形铸造。可视化铸造技术包括3个部分[6]:
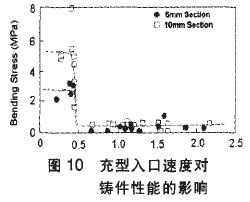
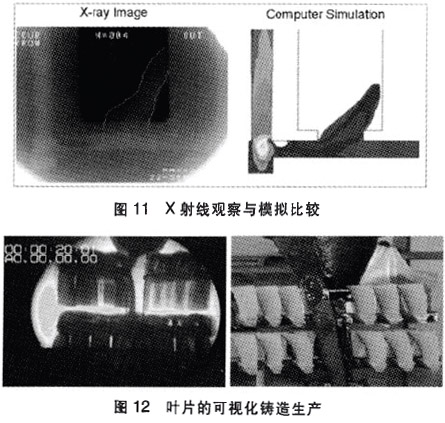
①采用计算机模拟软件和现代铸造理论模拟铸件充型和凝固过程;②合金的炉前快速分析以及用三维X射线实时观察和监测浇注过程;③通过实践生产与模拟、观测的对比,确定浇注系统的设计与改进。中科院金属所与英国伯明翰大学的铸造中心合作,进行了可视化铸造技术研究,提出新的浇注系统设计原则。借助于X射线观察和计算机模拟手段,可知当铸件的入口速度超过0.5耐s时,容易造成铸件卷气和夹杂,从而引起疏松、夹杂和裂纹等缺陷,图10所示是充型速度对铸件性能的影响。从图中可以看出,充型入口速度由0.5 m/s增加到1.0 m/s以上时,明显降低了铸件的抗弯曲力学性能。在大量模拟、实验和实时观察的基础上,反复比较模拟与实验结果,可优化设计,如图11所示。采用新的浇注系统原则,可以确保铸件充型过程平稳,减少了铸件缺陷和浇注系统的尺寸。中科院金属所与英国伯明翰大学采用可视化铸造技术为中国某集团公司设计50 t重的大型铸钢支承辊的成套工艺,浇注成功,填补了此类铸钢辊生产的国内空白。在小件的精密铸造方面,已应用到叶片的生产上同,如图12所示。新的浇注系统体积小、充型平稳、无卷气和夹杂,其良好效果已在实验和生产中得到认证。
4 材料展望
从世界材料的发展趋势看,数种通用关键材料可以广泛应用于许多领域,我国应该尽早建立起具有自主知识产权的关键材料体系。对航空、航天与核动力领域中广泛采用的通用关键材料,如各种钢、铁基和镍基合金、铝合金及钛合金等进行挖潜改进和改型。应该加强其制备工艺的研究,特别是在信息社会,要运用材料制备过程的计算机模拟,达到省时、省力、保证质量和降低成本的目的。同时,提升通用关键材料的品质,克服它使用中出现的性能波动、不能广泛安全使用的缺陷。要注意材料环境友好的全寿命评估工作及有效利用。实践证明,装备使用单位和研制单位从设计开始就全程联合攻关,进行材料和设备的健康检查和评估,是保证工程进度和质量的重要措施。
我国材料的发展大都跟着引进的设备转,材料发展品种多而杂乱。建议当前对新材料的发展要以有限目标为主,按需求建立起我国的新材料及其制备工艺体系。材料发展必须满足环境友好、节约资源、高质量、低成本、符合国际规范等基本条件。应该从我国实际出发,从我国工业、农业、国防、社会需求出发,由模仿跟踪外国转向搞出自己的系列;应以面向市场和应用为主,因为不能使用的新材料就是无用的材料;应强调材料研制和生产的自制设备、仪器相结合;应强调材料制备工艺的可行性,达到合理的成本及生产
工艺的稳定。
5 结论
1)材料分析是揭开“哥伦比亚”号航天飞机空难的关键。航天飞机这样先进的结构,除了使用一些RCC和SiC材料外,不可避免还要使用多种通用关键的金属材料。任何好材料,都要遵循它们的适用条件,否则就会出现灾难。
2)奥氏体不锈钢、铁基和镍基合金、铝合金、钛合金应用于航空、航天、核动力、低温工程等领域。高性能钢铁材料是装备制造业应用最广泛的结构材料。这些材料适用性广、一材多用,是国防和经济建设的重点材料,应该从工艺上提高和挖潜改进。
3)可视化铸造技术是提升传统产业、振兴装备铸造业的关键。通过可视化铸造技术可以改变传统的设计原则,使浇注系统的尺寸和浇注过程最佳化,节能降耗,生产优质铸件。发展我国急需的、量大面广的模拟软件,开展多尺度模拟与集成是材料制备工艺计算机模拟的当务之急。
4)建议新材料的发展要以有限目标为主,按需求建立起我国的自主知识产权的新材料体系及制备工艺体系;对于航空、航天与核动力及装备机械领域中广泛采用的通用关键材料,应该加强其制备工艺的研究,重视工艺稳定和提高成材率。
参考文献(References)
[1] Mayeaux B M。Thomas E Collins,Gregory A,et a1.Materials Analysis: A Kev to Unlocking the Mvstery of the Columbia Tragedy[J].删,2004,56:20~30
[2] Militarily Critical Technologies Part III: Developing Critical Technologies Section 1:Aemnautics Technology[M}. Defense Threat Reduction Agencv,DuⅡes。VA,2000
[3] 李世俊.钢铁工业经济形势分析[R].中国钢铁工业协会,2001
[4] 技术预测与国家关键技术选择研究组.高性能结构材料发展趋势.http://www.foresight.org.cn
[5] 宋家树,张兴钤,张万箱.90年代材料科学与工程发展展望[J].中外科技政策与管理,1996,(5):2l~24
[6] 李依依,李殿中.可视化铸造技术[C],中科院金属研究所内部资料,2003
[7] Li D Z,Campbell J,Li Y Y.Joumal of Materials Pmcessing Technology[J].2004,148:310~316
作者:张玉妥 李依依(中国科学院金属研究所)
|
中国科学院金属研究所 版权所有 中国科学院金属研究所 辽ICP备05005387号 |